- 実績
【挑戦史 vol.2】ビデオレコーダー前面パネル
【プロジェクト名称】
ビデオレコーダー前面パネル
塗装レス+ダウンサイジング案による部品合理化
このプロジェクトの背景には、ビデオレコーダーの販売価格が落ち、部品価格の合理化に対するメーカーの関心が高まっていたことがあります。
当時、前面パネルには全て塗装を行なっていたビデオレコーダーについて、「塗装レス+ダウンサイジング」による部品合理化案を大手メーカー様へ提案したことが始まりでした。


塗装レスに関しては、原料メーカーと組んでメタリック材料の開発を行い、
他社では300トンクラスを使用していた成形機について、180トンクラスでの成形プラン設計により、ダウンサイジングを実現しました。
本プロジェクトは、その開発内容もさることながら、これからも社をあげて力を入れていく「アライアンス(協業)におけるモデルケース」という点でも大きな意味を持ちます。
メタリック原料から製品形状、金型設計までを一貫してメーカー様と共同で行い、弊社におけるトップ以下の全部門が参画したプロジェクトとなりました。
難関は2つ、
・いかにウエルド部を目立たないようにできるか
(ウエルドが見えにくい場所に出るようにゲート位置を工夫する)
・いかに射出ピーク圧を下げるか
とくに、天面でウエルドを出さないこと、成型機型締め力を180トンでバリを出さないこと、ヒケを無くすことを確実に達成しなければなりませんでした。
【専門脚注】
ウエルド・・・樹脂の合流部での融合不良。成形材料が合流する際に材料温度が低下することで融合が不完全になり、線のような跡が発生して強度面・外観面での不良となります。樹脂の温度が低すぎて、充填する前に固まりはじめてしまうことが原因です。
バリ・・・樹脂のはみだし。成形品のフォルムから樹脂がはみ出してしまい、外観上の不良となります。圧力のコントロールがうまくいかず、樹脂が型から漏れてしまうことで発生します。
ヒケ・・・成形品表面にできるくぼみ。通常小さいが、光を屈折させてしまうため、外観上の不良としてはかなり目立つものです。材料の表面が先に冷えて固まり、内部が遅れて冷えて固まったとき、表面が内部に引っ張られることで発生します。
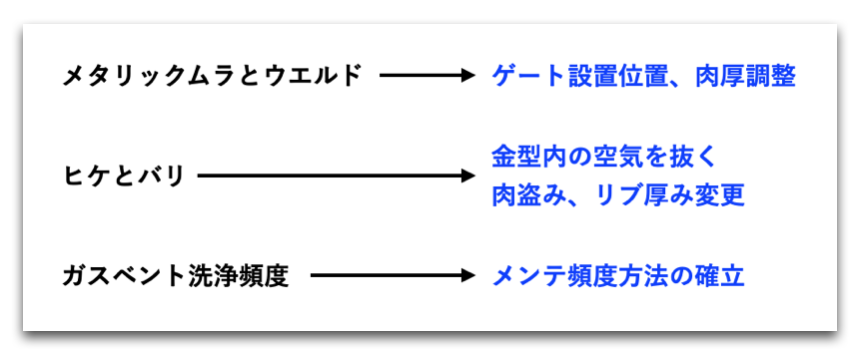
このプロジェクトにおいて求められたのは「コントロールする技術」です。
肉厚変化などによってウエルド位置をコントロールすること。
ヒケ発生部の肉厚削減のため、ピーク圧力の上限設定をコントロールすること。
金型の温度をコントロールすること。
河辺商会は、温度、圧力、射出量、射出速度など数々の要素を長年の経験・技術によって「制御しきる」ことで、これまでにできなかった「塗装レス及び小型成形機による合理化」を実現したのでした。
【専門脚注】
肉盗み・・・肉厚の厚い所にヒケが出やすくなるため、ヒケが出やすい所の肉厚を薄くすること。
この成果はクライアントからの信頼につながっただけでなく、DVDレコーダーやCS・BSチューナーの外装前面のパネル受注の増加につながり、営業範囲の拡大に大きく寄与しました。
「大きな部品の塗装レス技術」、そして「ガス抜き」の核技術こそが、このプロジェクトが弊社にもたらした財産です。
河辺商会の実績を紐解く「挑戦史」シリーズ。
最後までお読みいただき、ありがとうございます。